13156105039
工业自动化产品配套服务商

13156105039
工业自动化产品配套服务商
电 话:13156105039
邮 箱:Kevin@lanjiukeji.com
网 址:www.lanjiukeji.com
地 址:中国山东省济南市长清区玉清路2222号

这里主要通过阐述轴装减速电机与工作机的安装关系,轴装减速电机与工作机的联接,反力矩支架的安装这三大方面来讲述。下面是无刷减速电机专用来详细描述一下如何来安装。轴装减速电机与工作机的安装关系。为了避免工作机主轴挠曲及在减速机轴承上产生附加力,减速机与工作机之间的距离,在不影响正常的工作的条件下应尽量小,其值为5-10mm。二、轴装减速电机与工作机的联接减速机直接套装在工作机主轴上,当减速机运转时,作用在减速机箱体上的反力矩,又安装在减速机箱体上的反力矩支架或由其他方法来平衡。机直接相配,另一端与固定支架联接。三、反力矩支架的安装。反力矩支架应安装在减速机朝向的工作机的那一侧,以减小附加在工作机轴上的弯矩。反力矩支架与固定支承联接端的轴套使用橡胶等弹性体,以防止发生挠曲并吸收所产生的转矩波动。

大功率无刷减速电机一般均采用有色金属锡青铜做蜗轮,蜗杆则采用较硬的钢材,这样能够提高效率。运行时有的却很容易磨损,这是哪些原因造成的呢?其实有机械装配方面的原因,也有可能是润滑剂使用不当。具体来说,有以下方面的原因:01、由于蜗轮蜗杆结构的特殊性,在蜗杆齿轮的旋转方向和传送动力的蜗轮旋转方向成直角,其两齿面啮合接触的时候几乎完全是滑动接触的产生。这种高滑动接触,要求接触面高度吻合,如果装配不当,或是配件不匹配,很容易加大接触面摩擦,从而快速磨损。02、对于传动小斜齿轮,立式安装时,很容易造成润滑油量不足,蜗轮减速机停止运转时,电机和减速机间传动齿轮油流失,齿轮得不到应有的润滑保护。启动时,齿轮由于得不到有效润滑导致机械磨损甚至损坏。
大功率无刷减速电机蜗杆传动特点。具有自锁性。蜗杆的螺旋升角很小时,蜗杆只能带动蜗轮传动,而蜗轮不能带动蜗杆转动。蜗杆传动效率低,一般认为蜗杆传动效率比齿轮传动低。尤其是具有自锁性的蜗杆传动,其效率在0.5以下,一般效率只有0.7~0.9。发热量大,齿面容易磨损,成本高。

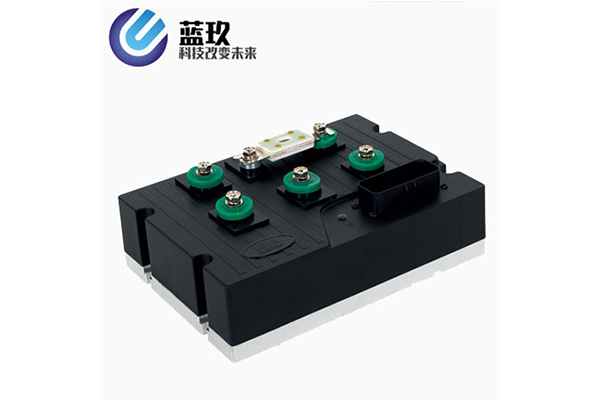
大功率无刷减速电机依照励磁方法的不同,能够分为永磁式直流电动机和电磁式直流电动机两种类型,永磁式直流电动机的磁极主要是由永久磁铁来组成的,不需要励磁绕组和励磁电源。大功率无刷减速电机通常是采用他励结构,这类直流电动机的磁极主要是由励磁绕组来构成的,是经过独自的励磁电源来供给电源的,依照电动机转子的结构的不同,直流电动机能够分为空心杯形转子直流电动机以及无槽电枢直流电动机,其间空心杯形转子直流电动机由于力能指标较低,现在现已很少使用了。

根据结构形式和最终负载的速度和加速度要求,计算电机所需功率和速度。值得注意的是,通常情况下需要结合所选大功率无刷减速电机的速度选取减速机的减速比。在实际选型过程中,比如负载为水平运动,因为各个传动机构的摩擦系数和风载系数的不确定性,公式P=T*N/9549往往无法明确计算(无法精确计算扭矩的大小)。而在实践过程中,也发现使用大功率无刷减速电机所需功率最大处往往是加减速阶段。所以,T=F*R=m*a*R可定量计算所需电机的功率大小和减速机的减速比(m:负载质量;a:负载加速度;R:负载旋转半径)。

大功率无刷减速电机工作数据。必须完成精密行星减速器的总装配图,零件装配图,零件图,材料BOM等,并且必须保证整个减速机图纸的工艺信息记录的完整性,清洁度和完整性。装配现场。精密行星减速器的组件和组件的组装必须在指定的装配站中进行。整个机器的放置和组装地点必须明确规划,直到项目结束,所有工作场地必须整洁,规范和有序。装配材料。在操作之前,根据精密行星减速器组装过程的组装材料必须按时到位。如果某些组件不到位,则可以更改操作顺序。在组装之前了解精密行星减速机的结构,装配技术和工艺要求。这不会导致装配错误并导致不必要的麻烦。相对其他减速机,精密行星减速机具有高刚性、高精度(单级可做到1分以内)、高传动效率(单级在97%-98%)、高的扭矩/体积比、终身免维护等特点。多数是安装在步进电机和伺服电机上,用来降低转速,提升扭矩,匹配惯量。
![]()
13156105039
![]()

济南蓝玖电子科技有限公司
电话: 13156105039
网址:www.lanjiukeji.com
地址:中国山东省济南市长清区玉清路2222号
Copyright © 济南蓝玖电子科技有限公司 备案号:鲁ICP备20008802号